
Bad roll quality due to a seized bearing
- Mis-registers at the press
- Mismatch between the effective tension level and the operator setpoint which leads to issues ranging from loose starts and cross direction instability to excessive breaks and internal roll bursts.
Detection
The main factors for the good integrity of the tension measurement are:
- Adequate load cell calibration
- Good condition of the load cell wiring and connections
- Adequate operation of the tension load cell controller
- Good condition of the load cell sectional roll bearings
- Tracking the integrity of the tension measurement for early detection of impending issues can be achieved through a continuous monitoring and analysis of key tension control related signals throughout the different winder controls.
As such, on each set, we calculate 445 kpis out of which 60 are dedicated to the monitoring of the tension control.
On one of our client’s mill, a combination of these kpis quickly alerted our specialists of the following abnormal behaviors:
a) Abnormal increase in the unwind to tension ratio (see Figure 1). This is the ratio between :
- Estimated tension using unwind motor electrical measurements +frictions
- Tension feedback signal (average of the load cell signals) used for the tension control
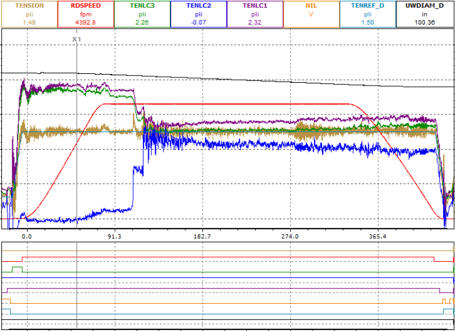
b) Shift in the tension distribution in the first part of the set with an abnormally low level of the middle load cell (see Figures 1 and 2)
Analysis
The repetitive signature of the large offset in the tension distribution at beginning of sets which becomes uniform at higher speeds indicated that this issue is not paper related and that it is winder induced.
The fact that the unwind motor required additional torque for the same setpoint confirms that the tension measurement had been compromised.
As this issue is speed related, we suspected abnormal frictions in the bearings of the middle load cell sectional roll. This would explain why at higher speeds, the increased drag from the sheet would counter the braking force from the bearings and drive the roll to higher speeds.
When the middle sectional roll is braked by the seized bearing, the angular forces measured by the load cell will change, leading to an erroneous tension measurement.
Figure 1: Unwind force to tension Ratio & Tension Distribution
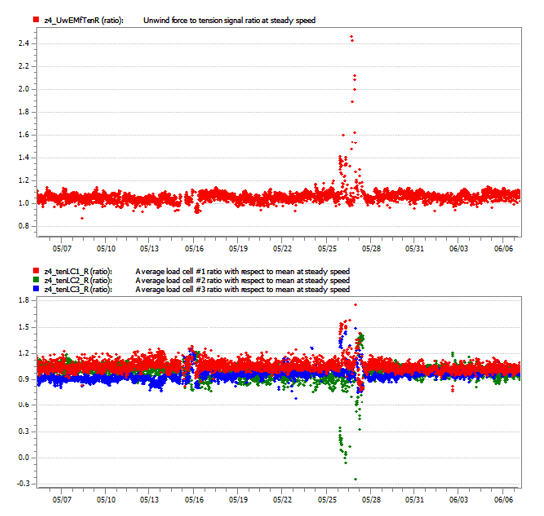
Figure 2: Tension Distribution
Corrective Actions
A report was sent to the mill followed by a call which sent the mill’s system engineer out to check the condition of the bearings on all sectional rolls.
A closer look had them confirm that the bearing on the center sectional roll was jammed and they proceeded with the replacement of the bearings.
They related this incident to the work which had been done on the winder during the last shutdown where the center sectional roll could have been severely bumped causing damage to its bearings.
Outcome & Financial Benefits
- Savings of more than $2 million US dollars in lost revenue
- Avoidance of a downgrade of the mill in supplier ranking