
Hidden roll defect due to faulty valve connector
Rider roll load variations affect wound-in tension which can affect roll quality and resulting in poor performance in downstream processes.
These load variations result from hydraulic pressure swings which can be caused by either electrical issues and / or defective hydraulic circuit components.
Detecting such anomalies can be challenging as they are intermittent in nature and their impact does not always translate into visual defects on the produced rolls.
This is a case where the mill was not aware of the issue with the rider roll load control that affect roll quality and runnability. SPN notified the mill of the issue, suggested to intercept the rolls from being shipped and provided guidance in resolving the control issue.
Detection & Troubleshooting
Out of the 445 Key Performance Indices (KPI’s) we calculate on each set, 50 are dedicated to monitoring the performance of the rider roll load control.
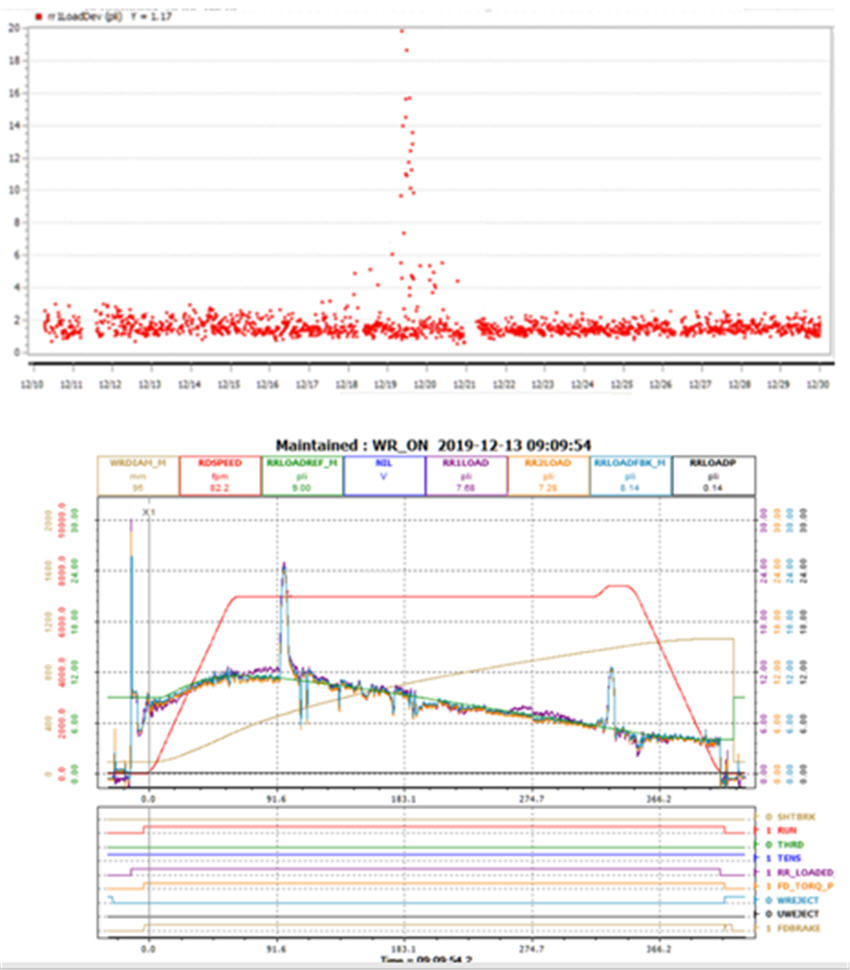
As such, our automated analysis system alerted our experts on several kpis which were out of the set boundaries, indicating that the rider roll load had been compromised.
By acquiring all of the key signals of the rider roll load control strategy, our experts diagnosed this issue and were able to confirm that:
1- The hydraulic unit has the adequate capacity.
2- The valve reference signal was stable and did not ask for any change in the cylinder pressure.
3- The rider roll load cells were providing the correct feedback.
4- The rider roll load control in the PLC providing the valve reference was performing well.
This diagnostic allowed us to suspect the following issues:
- Defective cable and/or connection to the valve.
- Defective hydraulic servo valve (MOOG valve)
Rider Roll Hydraulic Pressure variations
Corrective Actions
We sent a detailed report providing our analysis and recommendations, this report was also discussed with the mill people.
The mill planned a shutdown during which they inspected the wiring and connections and found severe corrosion on the contacts of the MOOG valve connector.
They replaced the connector and we were able to confirm that the occasional pressure variations disappeared.
This issue was resolved within 3 days from the time of the first occurrence.
Outcome & Financial Benefits
- Savings of more than $900,000 US dollars in lost revenue
- Avoidance of a downgrade of the mill in supplier ranking